2020 年度新知答主
6月25日10时,在中国铁路西安局集团有限公司工务机械段茂陵焊轨基地的焊轨间,两根长达100米的钢轨在焊机的高温溶解下,严丝合缝地融为一体。这标志着渝昆高铁重庆至宜宾段钢轨焊接工作全面启动。

渝昆高铁是京昆通道的重要组成部分,是全国高铁网“八纵八横”的重要组成部分。它连接重庆、四川、贵州和云南,全长699公里,共规划设置21座车站,设计时速为350公里。2019年9月29日,渝昆高速铁路重庆段和四川段开工建设。茂陵焊轨基地承担了渝昆高铁重庆至宜宾区段284公里无缝钢轨的焊接任务。
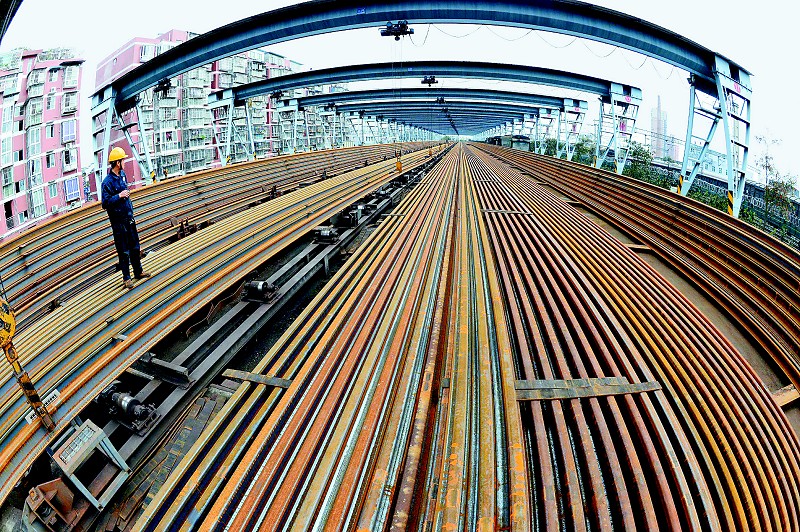
现如今,旅客乘坐火车时已不再听到“哐当哐当”的钢轨声。这得益于我国无缝线路技术的发展。无缝线路是由一根根100米长的钢轨焊接而成500米长轨条,然后运到线上进行现场焊接,最终形成无缝线路。无缝线路减少了钢轨接头,有效减少了列车震动,提高了列车运行速度和旅客乘车的舒适性。

长钢轨焊接工艺要求非常精细和严谨。一个完整的焊头需要经过除锈、配轨、焊接、正火、探伤等13道工序。特别是在钢轨接头顶部行车面的平直度偏差方面,必须控制在每米0.1~0.2毫米内,以减少列车车轮与钢轨接触面磨擦而产生的颠簸。此外,接头导向面平直度偏差也必须控制在每米-0.2~0毫米内,以减少钢轨侧面轮缘与车轮接触面的磨耗和列车左右蛇形晃动。

为了确保按时完成焊轨任务,茂陵焊轨基地工务机械段采取了增加探伤岗位、自动对头和增加焊头检验频次等措施,以确保焊接质量。在作业现场,一台巨大的焊机发出绚丽的火花,随着火红的焊头缓缓移出,工人师傅们迅速拿起工具进行除瘤和测试,以确保每一根钢轨的焊接质量达标。

“以前焊接钢轨遵循焊头错变量控制在0.3毫米的标准值,现在通过优化工艺,达到每个焊头错变量控制在0.2毫米,全面提升了焊头质量。”茂陵焊轨基地主任、高级工程师任立新如是说。

渝昆高铁是“八纵八横”高速铁路网主通道之一“京昆通道”的重要组成部分。它位于全国高铁网“八纵八横”中,自重庆西站引出,终至昆明南站。全线建成通车后,将横贯滇、黔、川、渝等省市,促进滇中城市群和成渝城市群紧密连接,成为我国西南地区对外开放的便捷大通道。这对促进区域经济高质量发展具有重要意义。
文图:焦键、邵旭华。
视频:刘刚和路兆吉。
编辑:吴世兰审核:
吴世兰 审核:
投稿邮箱:[email protected]。请注意,我没有改变原文的意思。